Июнь 14, 2017
На сегодняшний день дуговая сварка инверторного типа для начинающих представляет собой одну из наиболее надежных технологий. Она регулярно используется не только в области промышленного производства, но и в быту: для сооружения заборов, теплиц, печей для бань и гаражей и так далее.
Наконец, еще одна причина, по которой вы обязательно должны проверить этот сварщик, - это потому, что он очень легкий. Сразу всего 18 фунтов, сварщик чрезвычайно портативен. Он даже поставляется с плечевым ремнем, поэтому вы можете носить сварщика везде, где есть действие.
И последнее, но не менее важное - это еще один Миллер, но в другом подразделении. Он также поставляется с педалью в качестве стандартного оборудования. Есть одна проблема с этим, которая появляется, когда дело доходит до цены: она довольно дорогостоящая по сравнению с некоторыми другими вариантами, но это также стоит, если вы готовы сделать решительный шаг.
Чтобы правильно варить, необходимо, прежде всего, обзавестись сварочным оборудованием и электродами. Расходные материалы следует покупать в довольно большом количестве, особенно если опыта проведения подобных работ нет. Дело в том, что при обучении электродуговой сварке инверторного типа придется потратить довольно большое количество подобных материалов. Наиболее универсальными изделиями в этом плане являются электроды, диаметр которых составляет 3 мм. Тонкие электроды предназначены для более тонких деталей, а слишком толстые оказывают чересчур большое воздействие на электрическую сеть.
Чтобы научиться правильно пользоваться сварочным оборудованием, необходимо запастись определенным терпением и усидчивостью. Для начинающих здесь действует принцип: чем больше практики, тем лучше. Желательно не только постичь основы теории, но и выполнять работы под присмотром профессионального сварщика, который при необходимости даст дельный совет и поможет избежать ошибок при дальнейшем выполнении работ.
Наконец, есть дуговые сварщики. Дуговая сварка немного сложнее освоить, но для тех, кто это делает, нет ничего, что они не могут сварить. Дуговые сварщики являются рабочими лошадками, и они отбрасывают эстетику для сильных соединений и эффективного слияния.
Для дуговых сварщиков у нас будет только две записи, но две отличные и доступные. Не только это, но и сварщик обладает простой технологией запуска, что позволяет легко ударить дугой, одним из важных навыков, необходимых для ведения дуговой сварки. Однако проблема с этой машиной в том, что она настолько мощная. Он определенно не предназначен для сварки тонких листов металла. Это, в конце концов, промышленная машина, но из-за ее доступности и простой технологии запуска, это также инструмент новичка.
Для правильного освоения дуговой сварки следует для начала взять какие-нибудь ненужные куски металла. Поблизости желательно поставить ведро с водой, кроме того, проводить работы на деревянном верстаке категорически запрещается, так как это может спровоцировать возгорание.
Заземление должно крепиться на свариваемой детали как можно более прочно. Перед тем как начать пользоваться сваркой, необходимо проверить, насколько прочно кабель заизолирован и как крепко он установлен в держателе. Затем выставляют требуемое значение мощности электрического тока на оборудовании. Оно подбирается в зависимости от того, какой диаметр электрода был выбран для проведения работ.
Это один из самых компактных и мощных сварочных аппаратов для палочек, а также самый эффективный. Сварщик работает либо на 115В, либо на 230В. Конечно, машина оснащена автоматическим горячим запуском. Однако Миллер не только облегчает запуск, но и адаптирует мощность, поэтому вы не будете гореть через материал.
Как вы видели, в каждом стиле есть профессионал и подход, и, следовательно, каждая машина. Начальный сварочный аппарат может производить лучшие сварные швы, обращая внимание на пять основных элементов, чтобы установить хорошую, последовательную технику: настройку тока, длину дуги, угол электрода, работу с электродом и скорость движения.
На следующем этапе сварки можно попробовать зажечь электрическую дугу. Сделать это не слишком сложно: электрод выставляют под углом примерно 60 градусов по отношению перед свариваемыми элементами и аккуратно прикасаются им к заготовке.
Когда пробежит искра, электрод нужно приподнять над поверхностью деталей так, чтобы между ними соблюдалось расстояние порядка 5 мм. Если все было проделано верно, то возникнет дуга. Подобный зазор нужно будет удерживать в течение всего времени проведения работ. При этом следует учитывать, что по мере выгорания электрода, расстояние будет увеличиваться, поэтому его нужно будет немного приближать к заготовкам. Скорость проведения электрода зависит от типа металла: если сваривают изделия из стали, то она должна быть низкой, при работе с нержавейкой его проводят довольно быстро.
Для тех, кто к ней не знаком, или, может быть, кто не сваривает каждый день, сварочную сварку, также известную как экранированная металлическая дуговая сварка, - один из самых сложных процессов для изучения. Опытные сварщики, которые могут забрать жало, и закладывать большие сварные швы время от времени может внушить большой трепет в других сварщиков.
Однако все остальные могут бороться с этим. Это не обязательно, если обратить внимание на пять основных элементов, связанных с созданием хорошей последовательной техники. Установка тока Длина дуги Угол электрода Манипуляция электродом Скорость перемещения. Правильное решение этих пяти основных областей может улучшить результаты сварки палочек.
Зачастую при дуговой сварке начинающие никак не могут зажечь дугу даже на небольшом расстоянии - порядка 2-3 мм. Это бывает связано с тем, что на аппарате выставлена слишком маленькая сила тока. При правильном выборе всех настроек дуга будет довольно стабильной даже при увеличении расстояния до 1 см.
В то время как сварочная сварка может быть самым прощающим процессом на грязном или ржавом металле, не используйте это как предлог для неправильной очистки материала. Используйте проволочную щетку или шлифовальную машину для удаления грязи, грязи или ржавчины из области, подлежащей сварке Если вы не ошиблись, вы в первый раз усугубите свои шансы сделать хороший сварной шов. Нечистые условия могут привести к растрескиванию, пористости, отсутствию слияния или включениям.
Во время чистки материала убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее, прочное электрическое соединение важно для поддержания качества дуги. Затем расположите себя так, чтобы у вас был хороший вид на сварную лужу. Для лучшего вида держите голову в стороне и из дыма; это дает вам четкое представление, чтобы убедиться, что вы свариваете в суставе и держите дугу на передней кромке лужи. Поддерживайте удобную позицию, чтобы вы могли легко поддерживать и управлять электродом.
Наплавлять валик сварного шва следует очень осторожно и внимательно. При этом выполняют колебательные движения, делая так, чтобы расплавленный материал подходил ближе к центру дуги. Если удастся выполнить это правильно, то в конечном счете будет образовываться красивый шов, у которого есть волны небольших размеров.
Если толщина свариваемых заготовок довольно большая, то одним слоем расплавленного металла обойтись не получится. Профессиональные сварщики в этом случае пользуются следующей технологией: сначала накладывается так называемый корневой шов, толщина которого составляет порядка одной трети толщины заготовки. После того, как металл застынет, с его поверхности удаляют шлак. Желательно делать это с помощью угловой шлифовальной машины: она будет убирать не только остатки шлака, но и снимать гладкую поверхность металла, обеспечивая тем самым полноценную схватываемость с последующим слоем. Далее шов заполняется еще на одну треть, а потом закрывается полностью.
В конце концов, для обучения сварке требуется кривая обучения. В первые дни каждый заставляет электрод обрабатывать заготовку, что заставляет задуматься, так ли процесс получил свое название. Убедитесь, что он правильно настроен для вашего приложения.
Правильная настройка силы тока в основном зависит от диаметра и типа электрода, который вы выбираете. Производитель электродов обычно указывает на рабочие диапазоны электродов на коробке или в закрытых материалах. Выберите ваш ток на основе электрода, положение сварки и визуальный осмотр готового шва. Отрегулируйте источник питания на 5-10 А за раз, пока не будет достигнута идеальная настройка.
Освоить ручную дуговую сварку не слишком сложно: главное, запастись терпением и постараться научиться основным движениям, благодаря которым будет производиться накладывание материала на шов.
Технология выполнения сварочных работ не представляет большой сложности для освоения. Чтобы научиться пользоваться сваркой в быту, достаточно нескольких уроков и обязательно практические занятия. Что необходимо для работы сварочным аппаратом:
Если ваш ток слишком низкий, возможны три сценария.
Электроды для выполнения сварочных работ
Чтобы быстрее научиться выполнять сварочные работы, необходимо иметь представление о теории электрической сварки. Сваривание металлов происходит за счет теплового действия электрической дуги между свариваемым металлом и электродом. Мощность дуги зависит от тока через нее, который в свою очередь зависит от напряжения и расстояния между электродом и деталью.
Правильная длина дуги зависит от каждого электрода и применения. В качестве хорошей отправной точки длина дуги не должна превышать диаметр металлической части электрода. Удержание электрода слишком близко к соединению снижает сварочное напряжение. Это создает неустойчивую дугу, которая может потушить себя или заставить электрод замерзать быстрее. В результате получается сварной шов с высокой короной.
Чрезмерно длинные дуги создают брызги, низкие скорости осаждения и поднутрения, когда площадь за пределами сварного шва вогнута или утоплена. Длинные дуги также часто оставляют пористость. При первой попытке наварить сварку кажется естественным использовать слишком длинную дугу, возможно, чтобы получить лучший обзор дуги и лужи. Если у вас возникли проблемы с просмотром, двигайте головой, не удлиняйте дугу. Начните с нахождения хорошего положения тела, которое даст вам адекватное представление о луже, а также позволит вам стабилизировать и манипулировать электродом. вы, что жесткая, контролируемая длина дуги улучшает внешний вид борта, создает более узкий шарик и минимизирует разбрызгивание.
Важнейшей характеристикой сварочного аппарата является его вольтамперная характеристика. Иначе ее еще называют внешней характеристикой. Она показывает зависимость тока дуги от напряжения.
На рисунке ниже показаны несколько типов характеристик.

Приварная сварка в плоских, горизонтальных и верхних положениях использует технику сварки с перетаскиванием или на обратной стороне. Держите электрод перпендикулярно суставу, а затем наклоните верх в направлении движения примерно на 5-15 градусов. Для сварки в вертикальном направлении используйте метод толкания или переднего хода и наклоните верхнюю часть электрода от 0 до 15 градусов от направления движения.
Каждый сварщик манипулирует электродом немного иначе, чем следующий. Развивайте свой собственный стиль, наблюдая за другими, практикуя и отмечая, какие методы дают наилучшие результаты. Во многих случаях для этого необходим прямой шарик. Ограничьте движение в стороны до 5-кратного диаметра сердечника электрода.
График внешних характеристик сварочного аппарата
Для ручной электросварки используются аппараты, характеристики которых соответствуют линиям 1 и 2. Это крутопадающая и пологопадающая характеристики. Как видно из графиков, сварочный ток у крутопадающей характеристики мало зависит от напряжения, а значит, и от расстояния между электродом и поверхностью. Сварочный аппарат с пологой и возрастающей характеристиками (линии 3 и 4) пригоден только для использования в автоматической сварке, где расстояние выдерживается очень точно. Для начинающих лучше использовать аппарат с крутопадающей характеристикой.
Чтобы охватить более широкую область, сделайте несколько проходов или используйте стрингеры. При сварке по вертикали, если вы сосредоточитесь на сварке сторон сустава, середина позаботится о себе. Перемещайте по середине шва достаточно медленно, чтобы сварочная лужа могла догнать и немного повернуть сбоку, чтобы обеспечить надежную привязку к боковой стенке. Если ваш сварной шов выглядит как рыбные чешуйки, вы слишком быстро двинулись вперед и не держались достаточно долго по бокам.
Ваша скорость движения должна позволять держать дугу в ведущей третьей части сварочной ванны. Движение слишком медленно создает широкий выпуклый шарик с мелким проникновением и возможностью холодного притирки, при котором сварной шов просто сидит на поверхности материала.
Сварочный аппарат имеет еще такую характеристику – напряжение холостого хода. От величины этого напряжения зависит легкость первоначального поджига дуги. Чем больше напряжение холостого хода, тем легче зажечь дугу. С другой стороны, в процессе сварки напряжение дуги намного меньше холостого хода.
Для облегчения поджига сварочный аппарат может дополняться специальным устройством – осциллятором, которое в момент поджига формирует на выходе напряжение в несколько тысяч вольт, но с малым током, подобно катушке зажигания автомобиля. При зажженной дуге осциллятор отключается.
Чрезмерная быстрая скорость движения также уменьшает проникновение, создает более узкий или сильно увенчанный шарик и, возможно, недополняет или подрезает. Обратите внимание на конец борта в том, как шарик кажется непоследовательным, как будто лужа пыталась идти в ногу.
Эти советы, наряду с практикой и терпением, заставят вас идти в правильном направлении. Ниже приведены мои нетехнические определения для некоторых основных условий сварки. Они хороши для домашнего любителя и тех, кто просто входит в сварочное поле. Но если вы узнаете об этом, вы будете выше всех новичков. Расходомер уменьшает это до рабочего давления, обычно от 20 до 25 кубических футов в час.
Наиболее прост для начинающих инверторный сварочный аппарат (рис. ниже). Его достоинства:

Сварка дуговой сваркой флюсом - длинная тонкая плоская полоска проходит через ряд штампов до тех пор, пока она не начнет скручиваться по бокам. Сварка - одна из самых требовательных профессий, потому что сварщик всегда должен показать, что они квалифицированы.
Всегда следите за тем, чтобы у вас была хорошая вентиляция, особенно в закрытых помещениях! Предохранитель. Если вы покупаете сварочный аппарат для использования по всему дому, убедитесь, что у вас есть надлежащий предохранитель, поэтому вы не взорвите все. В старых домах убедитесь, что проводка обновлена, или вы можете вызвать пожар при перегреве.
Инверторный сварочный аппарат
Сложнее работать с аппаратами переменного тока. Как правило, это обычный понижающий трансформатор большой мощности (рис. ниже), какой нетрудно сделать самостоятельно. Но у них есть такое достоинство, как высокая надежность. Нужно быть очень неумелым сварщиком и очень постараться, чтобы сжечь сварочный трансформатор весом пару-тройку десятков килограммов. Удобство работы такими аппаратами во многом зависит от качества их изготовления. Но, если научиться им правильно работать, то с другими проблем не возникнет точно.
Хочешь взять кусок моей кости бедра и слить его с моей лодыжки. Беда в том, что для бедра потребуется больше времени, чем зубная лодыжка! Так что эта маленькая операция не случится. Оцинкованный - электрохимический процесс, при котором мягкая сталь подвергается горячей погружению в жидкий цинк, чтобы сделать его антикоррозийным. Питьевое молоко до, во время и после сварки должно помочь, но лучше всего провести вентиляцию, а не дышать. Когда требуется очень сильный сварной шов, например, когда два столбца соединены друг с другом на высотном основании, важно получить максимальное проникновение и слияние.
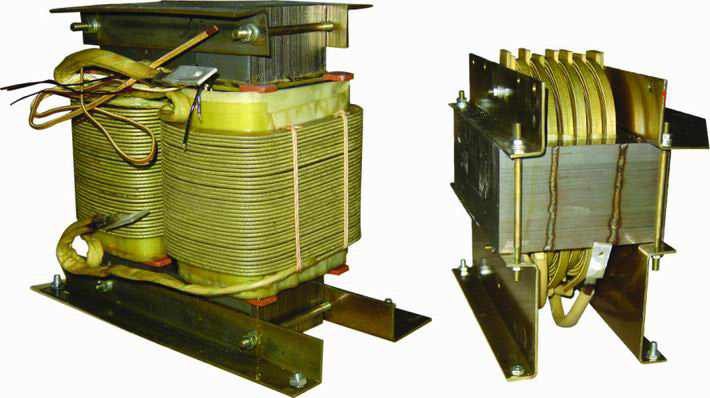
Сварочный аппарат – трансформатор
Чтобы правильно выбрать сварочный аппарат, необходимо учесть максимальный диаметр применяемых электродов и качество электропроводки.
При диаметре электродов 4 мм потребляемая от сети мощность составит порядка 4 кВт для инверторного аппарата и около пяти для сварочного трансформатора.
Зона, подверженная воздействию тепла. Что-то, что многие сварщики не считают, но они должны. Каждый раз, когда вы привариваете металл или сталь, вы обогреваете область рядом с сварным швом. После его нагревания он охлаждается с разной скоростью в зависимости от температуры в магазине или поле. В зимние проекты по строительству это может быть очень быстро. Как нагрев, так и охлаждение могут влиять на свойства в зависимости от того, какой основной металл вы свариваете. Зона термического воздействия на мягкую сталь обычно не имеет большого значения.
Сварка производится сварочными электродами. Они изготавливаются из металлического провода, покрытого специальной обмазкой. От состава металла проволоки и материала обмазки зависит назначение электрода.
Существуют сварочные электроды для сварки низко,- и высокоуглеродистых сталей, чугуна, нержавеющей стали. Роль обмазки заключается в создании на поверхности расплавленного металла защитного слоя. Требования к материалу обмазки:
Электроды различаются по типу тока. Одни предназначены для сварки переменным током, другие только постоянным.
Электроды для сварки постоянным током прекрасно работают на переменном. Электроды для работы на переменке, для сварки постоянным током не пригодны.
Качество сварки зависит от соотношений толщины деталей и электрода, а также от величины сварочного тока. Обычно толщина электрода принимается равной толщине свариваемых деталей. Для более толстых электродов потребуется большее значение тока, что может привести к прожогам металла. Тонкий электрод при малом токе не прогреет металл, и качество сварного шва будет низким.
Оптимальная величина сварочного тока зависит как от диаметра электрода, так и вида производимых работ. Максимальный ток используется при выполнении горизонтальных швов, минимальный при работе с вертикальными и потолочными швами.
Особую трудность для начинающих составляет процесс поджигания дуги. Для этого сварочный электрод подносят к свариваемой поверхности и касаются ее легкими скользящими движениями. После поджига увеличивают расстояние между электродом и поверхностью. Оптимальная длина дуги должна составлять примерно толщину электрода. При меньшем расстоянии вся энергия дуги направлена на малую площадь, шов получится вогнутый, возможны прожоги металла. На краях шва металл, наоборот, не успевает прогреваться. Длинная дуга начинает «гулять» по поверхности, слабо прогревая место сварки.
Угол наклона электрода позволяет регулировать толщину сварочного шва. При вертикальном расположении весь расплавленный металл электрода концентрируется в области дуги. Однако при таком расположении трудно контролировать процесс сварки. Наклон в сторону, противоположную движению электрода дает возможность получить выпуклые швы, поскольку дуга отталкивает расплавленный металл, создавая наплывы на поверхности шва. Значительный наклон нежелателен, поскольку теряется контроль за дугой, она начинает сдувать капли металла. Оптимальным считается угол наклона электрода от 45 до 90 градусов.
Очень важна для качества сварки скорость перемещения электрода. При быстром передвижении металл не успевает полностью заполнить шов, который к тому же недостаточно прогрет.
Выбрать правильный угол и скорость перемещения можно только путем приобретения практического навыка.
Сварка постоянным током возможна при различных полярностях. Прямая полярность, когда электрод подключен к выводу отрицательной полярности, применяется для сварки с глубоким прогревом свариваемых деталей. Для работы с тонколистовым металлом необходима обратная полярность (электрод подключается к положительному выводу). При таком способе сварки большая часть тепла выделяется на электроде, вызывая его ускоренное плавление.
Сварочные
работы
считаются опасными, поскольку сочетают в себе сразу несколько факторов:
Сварочный аппарат характеризуется высоким напряжением холостого хода – до 80 В. Такое напряжение, даже при отсутствии повышенной влажности считается смертельно опасным (максимальное напряжение в нормальных условиях не более 42 В).
Температура расплавленного металла достигает нескольких тысяч градусов. При этом его текучесть очень высока. При некачественных электродах, неправильно выбранном режиме сварки или при сильном ветре брызги металла могут отлетать на несколько метров.
Электрическая дуга является мощным источником видимого и ультрафиолетового излучения. Кратковременное воздействие такого света не опасно, Просто требуется некоторое время для адаптации зрения к обычному освещению. А вот длительное наблюдение за дугой незащищенными глазами вызывает трудноизлечимые последствия, вплоть до помутнения хрусталика и отслоения сетчатки. Для защиты глаз применяются защитные сварочные маски (рис. ниже). Кроме защиты глаз, они защищают голову от брызг металла и шлака.

Сварочная маска для защиты глаз и головы во время сварки
Стекло маски не пропускает ультрафиолетовое излучение и в несколько раз ослабляет видимый свет, поскольку дуга – это близкорасположенный мощный прожектор. Сейчас в продаже имеется множество масок со специальными стеклами, которые меняют свойства в зависимости от яркости воздействия – «хамелеоны». При обычных условиях стекло абсолютно прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до десятков микросекунд.
Для защиты от капель металла и шлака требуется одежда, материал которой не плавится от высокой температуры. Лучшими защитными свойствами обладает брезент, но в брезентовой одежде крайне неудобно работать. Достаточно использовать обычную спецодежду из хлопчатобумажной ткани. А вот рукавицы желательно выбрать поплотнее, поскольку руки находятся в непосредственной близости от места сварки.
Обувь для сварки должна иметь узкие голенища. Брюки должны быть поверх голенищ, чтобы предотвратить попадание туда брызг металла.
Обучающее видео по дуговой сварке доступно ниже.
При горении электродов в воздух попадают пары металла и материала обвязки. В состав электродов входит немало химических соединений и многие из них представляют опасность при вдыхании. Поэтому зона проведения сварочных работ должна иметь хорошую вентиляцию. Запрещаются сварочные работы вблизи легкогорючих материалов (нефтепродукты, древесина), в сильный ветер и особенно во время дождя.











